言語の変更 :
フィラメントとは?3Dプリンター向けの材質の選び方
「フィラメント」の意味

フィラメント(filament)は、ラテン語の「filamentum」に端を発し「糸(状の構造)」を指します。現代日本においては、主に次の3つの意味で使われます。
- 電球・真空管:電流で加熱して光(や電子)を放出する「発熱線条」
- 繊維:連続した長い化学繊維(長繊維)
- 3Dプリンター:熱で溶かして押し出し造形に使われる「線状材料」



FDM/FFFの基本構造
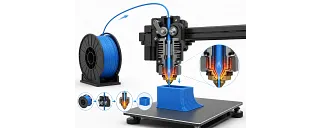
FDM/FFFでは、フィラメントを装置が送り出し、加熱されたヘッド(ノズル)で溶かして押し出し、冷えて固まる工程を繰り返しながら形を作ります。材料選びは、造形の成功率や強度・品質にも影響します。
フィラメントの材料一覧

3Dプリンター用のフィラメントとしては、以下の5種類の樹脂が主要な材質となります。概要を理解しておくと用途に合わせた選定が容易になります。
- PLA(ポリ乳酸):熱収縮が少なく造形しやすく、入門・試作によく使われます。ストローやパソコンの外装に使われます。
- ABS(アクリロニトリル・ブタジエン・スチレン共重合合成樹脂):耐熱性と強度が高く、車の内外装、家電筐体など用途が幅広いです。
- PETG(ポリエチレンテレフタレートグリコール変性):粘り・耐薬品性・耐水性に優れます。ペットボトルなどでおなじみの素材です。
- TPU(熱可塑性ポリウレタン):弾力性があり、ゴムのような柔軟性・衝撃吸収性があるのが特徴です。スマホケースなどによく使われています。
- PA(ポリアミドナイロン):靭性が高く、耐熱性も高いです。ギヤ類、エンジンカバー、スキーブーツなど条件の厳しいところで使われます。素材の吸湿対策が重要です。
特定の材質が正解ということはなく、目的(外観/強度/耐熱/柔軟/摺動)に合わせて選ぶのが重要です。
材質比較表
| 材料(代表) | 造形しやすさ | 耐熱(軟化開始) | 靭性(割れにくさ) | 反り | 摺動・耐摩耗 | 主な用途例 |
|---|---|---|---|---|---|---|
| PLA | ◎ | △:約60℃ | △ | 小 | △ | 外観モデル、試作 |
| ABS | △ | 〇:約100℃ | 〇 | 大 | △ | ケース、治具(耐熱寄り) |
| PETG | 〇 | △〜〇:約80℃ | 〇 | 中 | △ | 実用品、カバー |
| TPU | △ | △:約80℃ | ◎ | 小〜中 | △ | 緩衝、グリップ、柔軟部品 |
| PA | △ | 〇:約150℃ | ◎ | 中 | 〇 | 機能部品(要乾燥) |
| イグスの トライボフィラメント | 〇〜△ | 〇:材質による | 〇 | 材質による | ◎ | 摺動部(ブッシュ、スライダー、ガイド、摩耗部品) |
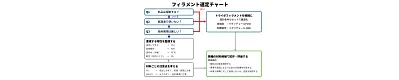
3Dプリントフィラメント選定の流れ
フィラメントを選ぶ際は、まず作りたい部品が「動く・擦れる部品」か、「動かない部品」かを確認します。
動く部品や摺動・回転・スライドする部品では、摩耗や摩擦への強さが重要です。無潤滑で使いたい場合やメンテナンスを減らしたい場合は、摺動用途に適したフィラメントを候補にします。さらに、温度・水分・薬品・粉塵など使用環境が厳しい場合は、耐熱性や耐薬品性なども考慮して材料を絞り込みます。
一方、動かない部品では、用途に応じて優先項目を決めます。外観や造形のしやすさを重視する場合はPLAやPETG、耐熱性を重視する場合はABS・ASA・PC、割れにくさを重視する場合はPAなどが候補になります。
材料選定では、吸湿や反り、サポート除去、糸引き、表面品質、ノズル摩耗などの造形時の注意点も確認が必要です。最終的には候補材を2〜3種類に絞り、実際の使用条件に近い形で試作・評価することが重要です。
イグス製3Dプリントフィラメント「イグリデュール」の3つの強み
3Dプリントで「見た目」ではなく「機能(特に摺動)」を狙う場合、イグスは摩擦・摩耗(トライボロジー)用途に寄せた材料を準備しています。ベースポリマーに繊維や充填剤、個体潤滑剤などを配合した独自の組成からなるイグリデュールは、プリントのしやすさと耐摩耗性に優れるイグリデュールi150-PF、FDAに準拠したイグリデュールi350-PFなど用途別に様々な材質を取り揃えています。



FAQ
3Dプリンターにおいて樹脂フィラメントを材料とすることは多いですが、他材質を利用する3Dプリンターも存在します(例:コンクリートなど)。また本ページ冒頭でも取り上げた通り、電球・繊維などでも仕様される用語ですので、紛らわしい箇所で使用する場合は「3Dプリンターフィラメント」などのように書くのが安全でしょう。
FFF(熱溶解フィラメント積層)は、熱可塑性樹脂フィラメントを押し出して積層する方式として説明され、一般にFDM(熱溶解積層)と技術的には同系統の方式です。違いは材料の呼称・商標等の扱いによるものです。
材料によって吸湿しやすさが異なり、吸湿すると造形品質が不安定になることがあります。特にPA系などは運用(乾燥・保管)込みで考えるのが基本です(材料ごとに推奨条件を確認してください)。
3Dプリントのフィラメント選定はイグスにお任せください
摺動部品を3Dプリントで置き換えたい場合は、荷重・速度・温度・相手材などの条件で最適な材料が変わります。用途条件を整理したうえで、材料選定や試作評価の進め方も含めてご相談ください