すべり軸受の設計知識を初心者向けに解説
すべり軸受の設計をする際に必要な3つのポイント
すべり軸受を使用する際には様々な要素から勘案し、条件に見合ったすべり軸受を選定する必要があります。以下のステップで選定を進めることで、最適なすべり軸受を選定可能です。【すべり軸受選定のステップ】
① 面圧・表面速度・PV値を求める
② 軸材質に最適なすべり軸受材質を選定する
③ すべり軸受を組み込むハウジング穴を設計する
① 面圧・表面速度から「PV値」を求める
すべり軸受を選定する要素は多くあり、その中でも荷重(面圧)や動作時の表面速度が特に重要な要素となっております。発熱時の指標である「PV値」の求め方を解説します。
面圧
すべり軸受の荷重は、面圧[p](単位MPa)で表し、ラジアル荷重はベアリングの投影面積で決まります。すべり軸受の種類や材質によって許容出来る面圧が異なるため重要な要素となっております。面圧の計算式:
p = F / d1 · b1
F 荷重 [N]
d1 ベアリング内径 [mm]
b1 ベアリング幅 [mm]
面圧について詳しく
表面速度
表面速度、つまり周速はすべり軸受にとって重要な要素です。周速はメートル / 秒 [m/s] で表し、以下の方法で回転数n [rpm]から計算できます。表面速度の計算式
v = n · d1 · π / 60 · 1,000
v = 周速 [m/s]
n = 回転数 [rpm]
d1 = 軸径 [mm]
表面速度について詳しく
PV値
すべり軸受については、面圧 [p] と表面速度 [v] の積を新しい数値として使用します。PV値は摩擦熱の尺度として考えられ、すべり軸受を適正に適用するための分析手段として使用します。
PV値は「実PV値」と様々な要因を加味した「許容PV値」があります。
許容PV値は、シャフト材料、温度と運転時間の影響を受けます。
PV値について詳しく
② すべり軸受材質(イグリデュール)の選び方
すべり軸受を選ぶ際には、PV値に加え接触する相手である軸の材質も重要な要素となります。軟質材から硬質材、さらには表面処理の有無などによって最適なすべり軸受材質(イグリデュール)が異なってきます。
軸材質は軸受けの次に大事な要素
軸は軸受と直接接触し、軸受と同じように相対運動の影響を受けます。各軸受推奨材質や使用環境・条件に合った材質の選定が必要となります。軸も基本的には摩耗しますが、イグリデュールは軸の摩耗がほとんど起こらないように設計されています。下図は各軸(S50C(炭素鋼)、SUS304(ステンレス鋼))とイグリデュールすべり軸受の摩耗量のグラフです。同条件での摩耗テストですが、W300という材質ではS50C製軸との組み合わせと比較し、SUS304製軸との組み合わせの方が摩耗量が多くなっています。
軸受とすべり軸受の関連について詳しく
S50C(炭素鋼)製軸の摩耗量 (p = 0.75 MPa、v = 0.50 m/s、Ra = 0.20 μm)
SUS304(ステンレス鋼)製軸の摩耗量 (p = 0.75 MPa、v = 0.50 m/s、Ra = 0.20 μm)
イグリデュールは用途に合わせて材質を選べる!
イグリデュールの各材質は用途に合わせて最適な材質を選択できます。多くの用途は代表的な5材質で対応が可能です。摩耗量の計算なども含めた材質の選定にはすべり軸受選定オンラインツール「エキスパートシステム」でも選定が出来ます。利用登録不要で使用出来て、PV値など各種計算から選定、寿命予測まで可能です。
イグリデュールエキスパートシステムはこちら
③ イグリデュールすべり軸受のハウジングを設計する方法
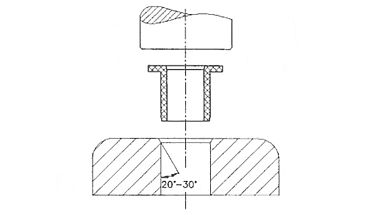
ここでは弊社すべり軸受「イグリデュール」を例にすべり軸受の組付け方を解説します。すべり軸受メーカーによって方法が異なる場合もあるため、ご使用の際には各メーカーページを参照下さい。イグリデュールを取り付けるハウジング穴はすべて推奨公差(H7)で仕上げ、滑らかで凹凸がなく、必要に応じて25~30°で面取りされていなければなりません。
圧入での組み込みで接着不要

通常、イグリデュールの組込みには接着剤は不要です、しかし高温環境での使用により「ゆるみ」が生じる可能性がある場合には、耐熱性の高いイグリデュールを使用し、対策します。
すべり軸受への機械加工

圧入治具で簡単に組み込み

※画像はPT-1350です
すべり軸受を組付け後の確認方法
イグリデュールは圧入することで内径が適正な寸法に落ち着きます。この内径寸法は正しい方法で計測する必要があります。”圧入後にピンゲージで通り止まりチェックをする”
その方法を解説します
組付け後寸法の測定方法

はめあい公差
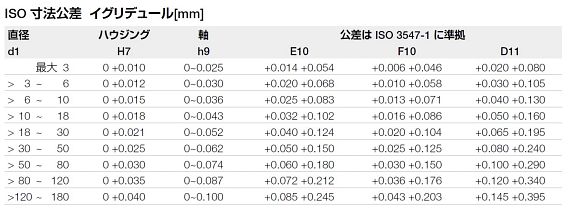
イグリデュールすべり軸受の軸の公差はhになります。(最小でもh9を推奨) H7公差のハウジングに圧入するよう設計されています。推奨公差のハウジングに圧入後、内径は自動的に正しい公差になります。特定の寸法の場合、公差はベアリングの肉厚によって異なります。
まとめ
すべり軸受、イグリデュールを設計・選定する際のポイントを整理します。すべり軸受の設計・選定に必要なパラメーター
面圧、表面速度、軸材質、使用環境条件(薬品や粉塵の有無、温度環境etc)
しかし、これらの条件から多くの材質から最良の選定することは容易ではありません。
イグスのエキスパートシステムを使用することで難解な選定作業も一挙解決が可能です!

